
Videos
(a)
The force vs. reduction in height curve in open die forging of cylinder for
(a)
Explanation of Solution
Given:
The initial thickness of the specimen is
The initial diameter of the specimen is
The friction coefficient is
Formula used:
The expression for the flow stress is given as,
Here,
The expression for the true strain is given as,
Here,
The expression for the final radius by equating the volume is given as,
The expression for the forging force is given as,
Here,
The expression for the average pressure is given as,
The expression for final height for
The expression for final height for
The expression for final height for
The expression for final height for
The expression for final height for
Calculation:
For
The final height can be calculated as,
The final radius can be calculated as,
The true strain can be calculated as,
The flow stress can be calculated as,
Refer to table 2.2 “Typical values of strength coefficient
The average pressure can be calculated as,
The forging force can be calculated as,
For
The final height can be calculated as,
The final radius can be calculated as,
The true strain can be calculated as,
The flow stress can be calculated as,
Refer to table 2.2 “Typical values of strength coefficient
The average pressure can be calculated as,
The forging force can be calculated as,
For
The final height can be calculated as,
The final radius can be calculated as,
The true strain can be calculated as,
The flow stress can be calculated as,
Refer to table 2.2 “Typical values of strength coefficient
The average pressure can be calculated as,
The forging force can be calculated as,
For
The final height can be calculated as,
The final radius can be calculated as,
The true strain can be calculated as,
The flow stress can be calculated as,
Refer to table 2.2 “Typical values of strength coefficient
The average pressure can be calculated as,
The forging force can be calculated as,
For
The final height can be calculated as,
The final radius can be calculated as,
The true strain can be calculated as,
The flow stress can be calculated as,
Refer to table 2.2 “Typical values of strength coefficient
The average pressure can be calculated as,
The forging force can be calculated as,
For
| Reduction (in | Forging force (in |
The plot between forging force and reduction in height is shown in figure (1) below,
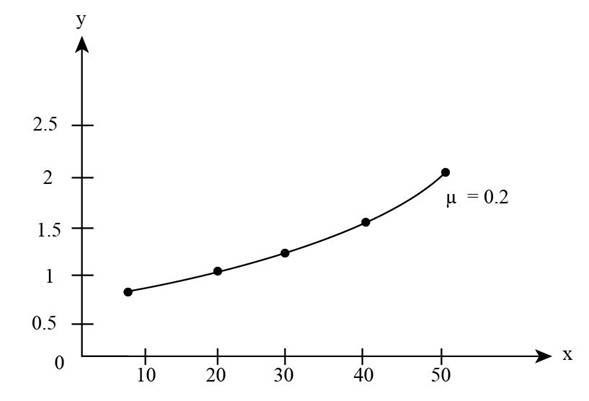
Figure (1)
(b)
The force vs. reduction in height curve in open die forging of cylinder for
(b)
Explanation of Solution
Given:
The initial thickness of the specimen is
The initial diameter of the specimen is
The friction coefficient is
Formula used:
The expression for the flow stress is given as,
Here,
The expression for the true strain is given as,
Here,
The expression for the final radius by equating the volume is given as,
The expression for the forging force is given as,
Here,
The expression for the average pressure is given as,
The expression for final height for
The expression for final height for
The expression for final height for
The expression for final height for
The expression for final height for
Calculation:
For
The final height can be calculated as,
The final radius can be calculated as,
The true strain can be calculated as,
The flow stress can be calculated as,
Refer to table 2.2 “Typical values of strength coefficient
The average pressure can be calculated as,
The forging force can be calculated as,
For
The final height can be calculated as,
The final radius can be calculated as,
The true strain can be calculated as,
The flow stress can be calculated as,
Refer to table 2.2 “Typical values of strength coefficient
The average pressure can be calculated as,
The forging force can be calculated as,
For
The final height can be calculated as,
The final radius can be calculated as,
The true strain can be calculated as,
The flow stress can be calculated as,
Refer to table 2.2 “Typical values of strength coefficient
The average pressure can be calculated as,
The forging force can be calculated as,
For
The final height can be calculated as,
The final radius can be calculated as,
The true strain can be calculated as,
The flow stress can be calculated as,
Refer to table 2.2 “Typical values of strength coefficient
The average pressure can be calculated as,
The forging force can be calculated as,
For
The final height can be calculated as,
The final radius can be calculated as,
The true strain can be calculated as,
The flow stress can be calculated as,
Refer to table 2.2 “Typical values of strength coefficient
The average pressure can be calculated as,
The forging force can be calculated as,
For
| Reduction (in | Forging force (in |
The plot between forging force and reduction in height is shown in figure (2) below,
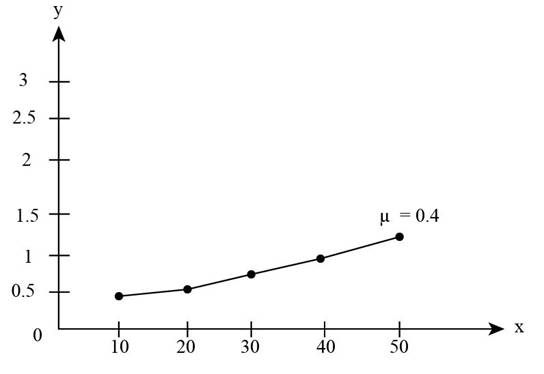
Figure (2)
Want to see more full solutions like this?
Chapter 6 Solutions
EBK MANUFACTURING PROCESSES FOR ENGINEE


- A cylindrical billet that is 80 mm long and 32 mm diameter is reduced by backward extrusion to a 12 mm diameter. Half die angle is 90°. If the Johnson equation has a= 0.8 and b= 1.2 , and the flow curve for the work material has strength coefficient is 500 MPa, and strain hardening exponent is 0.8, Determine (a) extrusion ration, (b) true strain, (c) extrusion strain, (d) ram pressure, and (e) ram force.arrow_forward5) A steel specimen of rectangular cross section with 120 mm width, 180 mm thickness and 90 mm height was upset at room temperature by open-die forging to a height of 55 mm. If the strength coefficient and strain hardening exponent of this material were 1015 MPa and 0.17 respectively, the coefficient of friction is 0.2, and assuming that the thickness would not change during forging; determine the required upsetting force at the end of stroke.arrow_forwardIn open-die forging, a disc of diameter 200 mm and height 60 mm is compressed without any barreling effect. The final diameter of the disc is 400 mm calculate the true strain.arrow_forward
- A upset forging operation is performed in an open die. The initial size of the workpart is: Do = 63 mm, and ho = 100 mm. The part is upset to a diameter = 70 mm. The work metal has a flow curve with strength coefficient = 600 MPa and strain hardening exponent= 0.22. Coefficient of friction at the die-work interface = 0.40. Determine (a) final height of the part, and (b) maximum force in the operationarrow_forwardA cylindrical part is warm upset forged in an open die. The initial diameter is 50 mm and the initial height is 40 mm. The height after forging is 30 mm. The coefficient of friction at the die-work interface is 0.25. The yield strength of the work material is 285 MPa, and its flow curve is defined by a strength coefficient of 600 MPa and a strain-hardening exponent of 0.12. Calculate the strain at yield point.arrow_forwardA solid cylindrical slug made of 304 stainless steel is 150 mm in diameter and 100 mm high. It is reduced in height by 50% at room temperature by opendie forging with flat dies. Assuming that the coefficient of friction is 0.2 and the flow stress of this material is 1000 MPa, calculate the forging force at the end of the stroke. Manufacturing processesarrow_forward
- In open-die forging, a disc of diameter 200 mm and height 60 mm is compressed without any barreling effect. The final diameter of the disc is 400 mm. The true strain isarrow_forwardA direct extrusion operation produces a product with a 20 mm x 60 mm cross sectional area from a brass billet whose diameter = 125 mm and length = 350 mm. The flow curve parameters of the brass are K = 700 MPa and n = 0.35. In the Johnson strain equation, a = 0.7 and b = 1.4. Determine (a) the extrusion ratio, (b) the shape factor, (c) the force required to drive the ram forward during extrusion at the point in the process when the billet length remaining in the container = 300 mm, and (d) the length of the extruded section at the end of the operation if the volume of the butt left in the container is 600,000 mm3arrow_forwardDuring a direct extrusion process for a billet with 5 in long and diameter 2.5 in to 1.6 in. For the work metal, strength coefficient is 75000 Ib/in, and strain hardening exponent is 0.4, also the die angle of extrusion is 90. In Johnson extrusion strain equation a = 0.8, and b= 1.5. Determine: (a) extrusion ratio (b) true strain (c) extrusion strain, and (d) ram pressure at length 5, 4.2, 2.3,1.5,and 0 in.arrow_forward
- Extrusion calculation: (1) Calculate the extrusion force ( N or mega newton) required for round billet of 70-30 brass which is extruded at 675 °C. The diameter Db = 100 mm and extrusion diameker De= 30 mm. Assume k = 250. (2)Sketch the problem? %3Darrow_forwardA brass billet is to be extruded from its initial diameter of 100 mm to a final diameter of 50 mm, working temperature is 700 degrees celsius and extrusion constant is 250 MPa. Find out the force required for extrusion?arrow_forwardA copper strip of 200 mm width and 300 mm thickness is to be rolled to a thickness of 295 mm The roll of radius 300 mm rotates at 100 rpm. The average shear strength of the work material is 180 MPa. Calculate the roll strip contact length and the roll force .arrow_forward
 Elements Of ElectromagneticsMechanical EngineeringISBN:9780190698614Author:Sadiku, Matthew N. O.Publisher:Oxford University Press
Elements Of ElectromagneticsMechanical EngineeringISBN:9780190698614Author:Sadiku, Matthew N. O.Publisher:Oxford University Press Mechanics of Materials (10th Edition)Mechanical EngineeringISBN:9780134319650Author:Russell C. HibbelerPublisher:PEARSON
Mechanics of Materials (10th Edition)Mechanical EngineeringISBN:9780134319650Author:Russell C. HibbelerPublisher:PEARSON Thermodynamics: An Engineering ApproachMechanical EngineeringISBN:9781259822674Author:Yunus A. Cengel Dr., Michael A. BolesPublisher:McGraw-Hill Education
Thermodynamics: An Engineering ApproachMechanical EngineeringISBN:9781259822674Author:Yunus A. Cengel Dr., Michael A. BolesPublisher:McGraw-Hill Education Control Systems EngineeringMechanical EngineeringISBN:9781118170519Author:Norman S. NisePublisher:WILEY
Control Systems EngineeringMechanical EngineeringISBN:9781118170519Author:Norman S. NisePublisher:WILEY Mechanics of Materials (MindTap Course List)Mechanical EngineeringISBN:9781337093347Author:Barry J. Goodno, James M. GerePublisher:Cengage Learning
Mechanics of Materials (MindTap Course List)Mechanical EngineeringISBN:9781337093347Author:Barry J. Goodno, James M. GerePublisher:Cengage Learning Engineering Mechanics: StaticsMechanical EngineeringISBN:9781118807330Author:James L. Meriam, L. G. Kraige, J. N. BoltonPublisher:WILEY
Engineering Mechanics: StaticsMechanical EngineeringISBN:9781118807330Author:James L. Meriam, L. G. Kraige, J. N. BoltonPublisher:WILEY