
Concept explainers
Videos
Suppose that you wanted to machine cast iron with BHN of 275. The process to be used is face milling and an HSS cutter is going to be used. What feed and speed values would you select?
Feed and speed value for the face milling.
Explanation of Solution
Given:
Part is cast iron.
Hardness number is 275.
Face milling with HSS cutter is used.
Cutting speed and feed per tooth for the milling operation is selected by the tool operator or engineer. These cutting velocity and feed depends on tool material, specific process and work material.
Following tables shows the cutting speed and fee for different material, cutter and milling process:
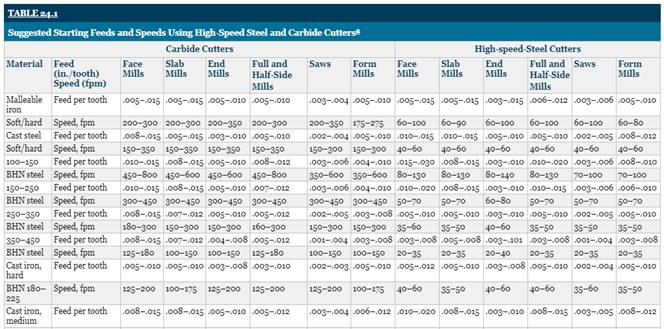
From above table,
Feed can be selected for cast iron is 0.005 − 0.012.
Cutting velocity can be selected for the cast iron as 20-35 fpm.
Want to see more full solutions like this?
Chapter 24 Solutions
Degarmo's Materials And Processes In Manufacturing
Additional Engineering Textbook Solutions
Thinking Like an Engineer: An Active Learning Approach (4th Edition)
Fundamentals Of Thermodynamics
Fundamentals of Heat and Mass Transfer
Applied Statics and Strength of Materials (6th Edition)
Manufacturing Engineering & Technology
Introduction To Finite Element Analysis And Design


- In face milling, assume that the Diameter of the cutter is 200 mm, the width of the block is 60 mm, and the length of the block is 344 mm, if the depth of cut is 3 mm, = 0.6 mm/min, and N = 100 rpm. The cutter has 12 inserts, and the workpiece material is bronze. Calculate the estimated power required, the cutting force, and the torque.arrow_forwardIn an orthogonal cutting operation an 8 mm deep groove is to be turned on a 50 mm diameter steel bar. Spindle speed is 300 rpm and a feed rate of 0.25 mm/rev is given to the tool. Produced chips have a width of 2 mm. Calculate the material removal rate at the beginning and at the end of the cut. Can u help me please?arrow_forwardSuppose you have a turning operation using a tool with a zero back rake and 5° end relief. The insert flank has a wear land on it of 0.020 in. How much has the diameter of the workpiece grown (increased) due to this flank wear, assuming the tool has not been reset to compensate for the flank wear?arrow_forward
- 5.) Calculate the machining time required to reduce from 60mm diameter shaft to 50mm diameter, for a length of 1500mm with depth of cut 2mm for rough cut and 1mm for finish cut. Cutting speed and feed may be assumed as 30m/min and 0.5mm/rev respectively.arrow_forwardFor pocket operation of 2 x 3 inch surface and dept of 0.06 in using 0.5 in end mill tool. What is the time required to finished a cut when the depth of cut is 0.3 inch and the feed rate 0.05 inch/rev, spindle RPM is 60. The subject is Machine Shop Theory. Please make clear the solution and answer and understandable. Thanksarrow_forwardIn an orthogonal machining with a tool of gº orthogonal rake angle, the uncut chip thickness is 0.2 mm. The chip thickness fluctuates between 0.25 mm and 0 4 mm what is the ratio of the maximum shear angle to the minimum shear angle during machining?arrow_forward
- A Ø1.0” piece of titanium needs to be turned on a lathe using a carbide cutting tool. The surface speed is 170 ft/min and the chip load is .015 in/rev. What is the recommended feed for the turning operation above?arrow_forward(j) In a turning operation on stainless steel with hardness = 200 HB, the cutting speed = 250 m/min, feed = 0.3 mm/rev, and depth of cut = 8 mm. How much power will the lathe draw in performing this operation if its mechanical efficiency = 95%. Use Table below to obtain the appropriate specific energy value.arrow_forwardIn an orthogonal turning process, the chip thickness is 0.32 mm , feed is 0.2 mm/rev, then calculate the cutting ratio.arrow_forward
- In orthogonal machining operation the chip thickness and the uncut chip thickness are equal to 0.45 mm. If the tool rake and is 0 deg. What is the shear plane angle?arrow_forwardto perform a rough cut single point facing operation in a lathe of 5 mm diameter cylinder workpiece made of bronce . Feed rate is 0.5 mm/rev , depth of cut of 4.5mm, and Specific Energy of 3 W-s/mm^3. What is the Material Removal Rate in mm^3/s?arrow_forwardA turning operation uses a 2/64 in nose radius cuttingtool on a free machining steel with a feed rate = 0.010in/rev and a cutting speed of 300 ft/min. Determine thesurface roughness for this cut.arrow_forward
 Elements Of ElectromagneticsMechanical EngineeringISBN:9780190698614Author:Sadiku, Matthew N. O.Publisher:Oxford University Press
Elements Of ElectromagneticsMechanical EngineeringISBN:9780190698614Author:Sadiku, Matthew N. O.Publisher:Oxford University Press Mechanics of Materials (10th Edition)Mechanical EngineeringISBN:9780134319650Author:Russell C. HibbelerPublisher:PEARSON
Mechanics of Materials (10th Edition)Mechanical EngineeringISBN:9780134319650Author:Russell C. HibbelerPublisher:PEARSON Thermodynamics: An Engineering ApproachMechanical EngineeringISBN:9781259822674Author:Yunus A. Cengel Dr., Michael A. BolesPublisher:McGraw-Hill Education
Thermodynamics: An Engineering ApproachMechanical EngineeringISBN:9781259822674Author:Yunus A. Cengel Dr., Michael A. BolesPublisher:McGraw-Hill Education Control Systems EngineeringMechanical EngineeringISBN:9781118170519Author:Norman S. NisePublisher:WILEY
Control Systems EngineeringMechanical EngineeringISBN:9781118170519Author:Norman S. NisePublisher:WILEY Mechanics of Materials (MindTap Course List)Mechanical EngineeringISBN:9781337093347Author:Barry J. Goodno, James M. GerePublisher:Cengage Learning
Mechanics of Materials (MindTap Course List)Mechanical EngineeringISBN:9781337093347Author:Barry J. Goodno, James M. GerePublisher:Cengage Learning Engineering Mechanics: StaticsMechanical EngineeringISBN:9781118807330Author:James L. Meriam, L. G. Kraige, J. N. BoltonPublisher:WILEY
Engineering Mechanics: StaticsMechanical EngineeringISBN:9781118807330Author:James L. Meriam, L. G. Kraige, J. N. BoltonPublisher:WILEY