
Mathematics For Machine Technology
8th Edition
ISBN: 9781337798310
Author: Peterson, John.
Publisher: Cengage Learning,
expand_more
expand_more
format_list_bulleted
Concept explainers
Videos
Question
Chapter 87, Problem 28A
To determine
The CNC G-code program to machine the part.
Expert Solution & Answer
Explanation of Solution
Given:
Tool used should be #6.
Tool starts with a rapid movement to point
Feed rate should be
Spindle speed should be
Use of coolant is necessary.
Back to start point by rapid movement.
Program:
Draw the schematic diagram for the part as shown below:
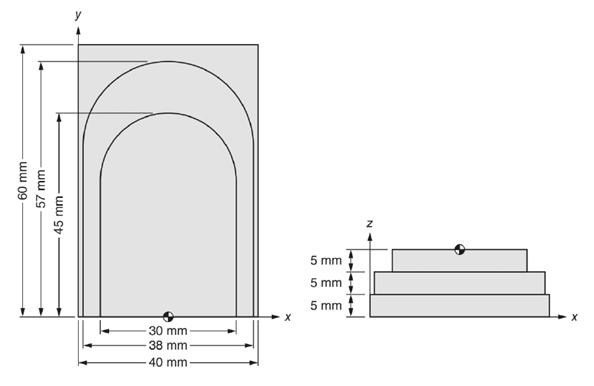
To machine the part shown above the below mentioned CNC program must be used:
Here,
- 08727 is the title of program file.
- G00 is the G-code for rapid traverse.
- G21 is the G-code for unit in millimeters.
- G90 is the G-code for Absolute programming.
- G17 is for selection of XY plane.
- G94 is used for Feed per minute.
- G80 is used for cancel canned cycles.
- M06 is the machine code for tool change.
- T6 is the tool code for selection of sixth tool.
- S60000 is the Spindle code for 6000 rpm.
- M03 is the machine code for spindle start clockwise.
- M08 is the machine code for coolant ON.
- G01 is the G-code for linear interpolation.
- Code
- Code
- Code
- Code
- Code
- Code
- Code
- Code
- Code
- Code
- Code
- Code
- Code
- M05 is the machine code used to stop the spindle.
- M09 is the machine code used to turn the coolant off.
- Code
- M30 is the M-code use to stop the machine.
Want to see more full solutions like this?
Subscribe now to access step-by-step solutions to millions of textbook problems written by subject matter experts!
Chapter 87 Solutions
Mathematics For Machine Technology
Ch. 87 - Prob. 1ACh. 87 - Express the binary number 1101.0012as a decimal...Ch. 87 - Prob. 3ACh. 87 - Prob. 4ACh. 87 - Prob. 5ACh. 87 - Prob. 6ACh. 87 - Prob. 7ACh. 87 - What does a G01 tell a machine to perform?Ch. 87 - Prob. 9ACh. 87 - Prob. 10A
Ch. 87 - Prob. 11ACh. 87 - Prob. 12ACh. 87 - Prob. 13ACh. 87 - Prob. 14ACh. 87 - Prob. 15ACh. 87 - Prob. 16ACh. 87 - Prob. 17ACh. 87 - Prob. 18ACh. 87 - Prob. 19ACh. 87 - Prob. 20ACh. 87 - Prob. 21ACh. 87 - Prob. 22ACh. 87 - Write a G-code program for the counterclockwise...Ch. 87 - Prob. 24ACh. 87 - Prob. 25ACh. 87 - Prob. 26ACh. 87 - Write a CNC G-code program to machine the part in...Ch. 87 - Prob. 28A
Knowledge Booster


Learn more about
Need a deep-dive on the concept behind this application? Look no further. Learn more about this topic, advanced-math and related others by exploring similar questions and additional content below.Recommended textbooks for you
- Mathematics For Machine TechnologyAdvanced MathISBN:9781337798310Author:Peterson, John.Publisher:Cengage Learning,
 Algebra & Trigonometry with Analytic GeometryAlgebraISBN:9781133382119Author:SwokowskiPublisher:Cengage
Algebra & Trigonometry with Analytic GeometryAlgebraISBN:9781133382119Author:SwokowskiPublisher:Cengage
Mathematics For Machine Technology
Advanced Math
ISBN:9781337798310
Author:Peterson, John.
Publisher:Cengage Learning,
Algebra & Trigonometry with Analytic Geometry
Algebra
ISBN:9781133382119
Author:Swokowski
Publisher:Cengage
Sequences and Series Introduction; Author: Mario's Math Tutoring;https://www.youtube.com/watch?v=m5Yn4BdpOV0;License: Standard YouTube License, CC-BY
Introduction to sequences; Author: Dr. Trefor Bazett;https://www.youtube.com/watch?v=VG9ft4_dK24;License: Standard YouTube License, CC-BY