
Concept explainers
Videos
(a)
The expression for average pressure in plain-strain compression with Tresca friction.
(a)
Answer to Problem 6.82P
The expression for average pressure in plain-strain compression with Tresca friction is
Explanation of Solution
The figure (1) shows the force analysis in forging method,
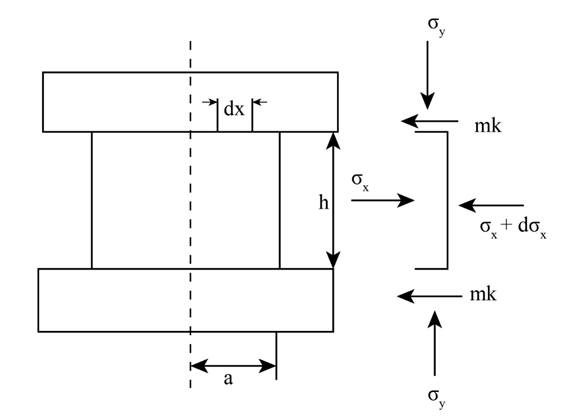
Figure (1)
Using force balance in x-direction,
Here,
On solving the above equation,
Applying the boundary conditions,
The value of
The normal stress can be calculated by equation (1),
The condition for the die pressure is given as,
Here,
Substitute the values of
For
For
Adding equation (2) and (3),
Conclusion:
Therefore, the expression for average pressure in plain-strain compression with Tresca friction is
(b)
The expression for average pressure in plain-strain compression with sticking friction with
(b)
Answer to Problem 6.82P
The expression for average pressure in plain-strain compression with Sticking friction is
Explanation of Solution
The figure (2) shows the force analysis in forging method,
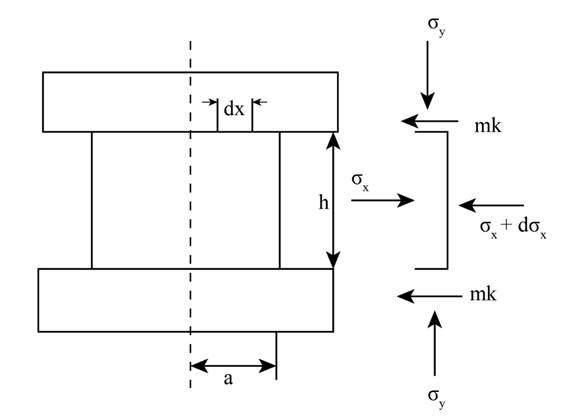
Figure (2)
Using force balance in x-direction,
Here,
On solving the above equation,
Applying the boundary conditions,
The value of
The normal stress can be calculated by equation (1),
The condition for the die pressure is given as,
Here,
Substitute the values of
For
For
Adding equation (2) and (3),
For sticking friction
Conclusion:
Therefore, the expression for average pressure in plain-strain compression with Sticking friction is
Want to see more full solutions like this?
Chapter 6 Solutions
EBK MANUFACTURING PROCESSES FOR ENGINEE


- Bar stock of initial diameter = 90 mm is drawn with a draft = 15 mm. The draw die has an entrance angle = 18°, and the coefficient of friction at the work‑die interface = 0.08. The metal behaves as a perfectly plastic material with yield stress = 105 MPa. Determine (a) area reduction, (b) draw stress, (c) draw force required for the operation, and (d) power to perform the operation if exit velocity = 1.0 m/minarrow_forward* A cylindrical workpiece made of 1100-0 Aluminum that is 18 in high and 16 in in diameter and is to be reduced in height by 25% by open-die forging. Let the coefficient of friction be 0.15. K=20 mpa,n=0.35, Calculate the forging force.arrow_forward(c) A flat rolling operation is being carried out where the roll radius is 200 mm and the roll rotates at 100 rpm. The workpiece material is annealed low carbon steel with 200 mm wide and 10 mm thickness. The strength coefficient and the strain hardening of the carbon steel are 530 MPa and 0.26, respectively. The coefficient of friction is 0.2. (i) Caicurae tne roll force and torque if the workpiece is rolled to a thickness of 4 mm. (ii) Calculate the maximum possible draft and evaluate how friction effect the thickness of the rolled workpiece.arrow_forward
- Estimate the power for annealed low carbon steel strip 200 mm wide and 10 mm thick, rolled to a thickness of 6 mm The roll radius is 200 mm, and the roll rotates at 200 rev/min; use coefficient of friction at the die-work interface (u)= 0.1. A low carbon steel such as AISI 1020 has K (strength coefficient) = 530 MPa and n ( strain hardening exponent) = 0.26 a) 1059 kW b) 950 kW C) 1183 kW d) 875 kWarrow_forward2) Drawing: A round rod of annealed 302 stainless steel (K = 1300 MPa and n = 0.3) is being drawn from a diameter of 15 mm to a diameter of 12 mm at a speed 0.25 m/s, using a semidie angle of 8º. a. Calculate the percentage reduction, the applied force due to ideal deformation, friction, and inhomogeneous deformation. Assume coefficient of friction of 0.1. b. Calculate the required power, process efficiency, and the die pressure at the exit.arrow_forwardBar stock of initial diameter = 90 mm is drawn with a draft = 15 mm. The draw die has an entrance angle = 18°, and the coefficient of friction at the work-die interface = 0.08. The metal behaves as a perfectly plastic material with yield stress = 105 MPa. Determine (a) area reduction, (b) draw stress, (c) draw force required for the operation.arrow_forward
- A 42mm thick low carbon steel plate is reduced to 34mm in one rolling pass. At the same time that the thickness is reduced, the plate is widened by 4%. The elastic limit of the steel plate is 174MPa and its resistance is 290MPa. The input speed of the plate is 15m/min. The radius of the cylinder is 52.8mm and the rotation speed is 49 revolutions per minute. Determine: a) The minimum coefficient of friction that will make this rolling operation possible. b) The output speed of the plate c) Slide forwardarrow_forwardA steel billet with a rectangular cross section is being forged using a die with a width of 84.5 mm. The billet has an original thickness of 46.0 mm and a width of 273 mm. The billet is upset to a thickness of 28.0 mm and the coefficient of friction for the workpiece-die interface is 0.234. Take the strength coefficient (K) as 526 MPa and the strain-hardening exponent (n) as 0.225. a) Determine the maximum die pressure (do not use average pressure formula). Expected answer: 1050 MPa b) Determine the required forging force (use average pressure). Expected answer: 16200000 Narrow_forwardA tube of 12 mm external diameter and 1mm thickness is to be reduced to 16 mm external diameter and 0.5 mm thickness. The die angle is 24º and plug angle is 16º. The coefficients of friction at die and tube interface and tube and plug (mandrel) interface is 0.5. The flow stress of tube material is 340 N/mm2 . The tube drawing is carried at a speed of 0.4 m/s. Calculate the fixed plugarrow_forward
- A cylindrical ingot with D0 = 50 mm and h0 = 40 mm is cold forged using an open die.The final height is 20 mm. The coefficient of form / friction between the die and the workpiece isconsider Kf = 1.10.The material from which the ingot is made has the following characteristics:K = 600 MPa and η = 0.12.Determine the force (F) on the operation:a) Force required at the moment of reaching the yield point (ℇ = 0.002)b) Force required when you have a height of h = 30 mmc) Force required when there is a final height of h = 20 mmd) Construct the graphs: Force vs Δh and effort vs Δharrow_forwardEstimate the power for annealed low carbon steel strip 200 mm wide and 10 mm thlck, rolled to a thickness of 6 mm The roll radius is 200 mm), and the roll rotates at 200 rev/min; use coefficient 0f friction at the die-work interface (p)= 0.1, Alow carbon steel such as AlSI 1020 has K (strength coefficient) = 530 MPaand n (stram hardening exponent) = 0.26arrow_forwardCalculate (1) die pressure distribution and (2) forging force for plane strain forging (open die forging). Assume yield strength of the material is Y, and yielding criterion is von Mises. ho 2Lo h Forged to 2L xdx L 'x+value Note: Assume Zo Constant Plane strain Die pressure distribution h L L Die pressure distribution h MATERIAL L dx -(-1) Friction Hill Y L When 0; =Y P=Y' = Calculate forging force X L dF elemental volume Average pressurearrow_forward
 Elements Of ElectromagneticsMechanical EngineeringISBN:9780190698614Author:Sadiku, Matthew N. O.Publisher:Oxford University Press
Elements Of ElectromagneticsMechanical EngineeringISBN:9780190698614Author:Sadiku, Matthew N. O.Publisher:Oxford University Press Mechanics of Materials (10th Edition)Mechanical EngineeringISBN:9780134319650Author:Russell C. HibbelerPublisher:PEARSON
Mechanics of Materials (10th Edition)Mechanical EngineeringISBN:9780134319650Author:Russell C. HibbelerPublisher:PEARSON Thermodynamics: An Engineering ApproachMechanical EngineeringISBN:9781259822674Author:Yunus A. Cengel Dr., Michael A. BolesPublisher:McGraw-Hill Education
Thermodynamics: An Engineering ApproachMechanical EngineeringISBN:9781259822674Author:Yunus A. Cengel Dr., Michael A. BolesPublisher:McGraw-Hill Education Control Systems EngineeringMechanical EngineeringISBN:9781118170519Author:Norman S. NisePublisher:WILEY
Control Systems EngineeringMechanical EngineeringISBN:9781118170519Author:Norman S. NisePublisher:WILEY Mechanics of Materials (MindTap Course List)Mechanical EngineeringISBN:9781337093347Author:Barry J. Goodno, James M. GerePublisher:Cengage Learning
Mechanics of Materials (MindTap Course List)Mechanical EngineeringISBN:9781337093347Author:Barry J. Goodno, James M. GerePublisher:Cengage Learning Engineering Mechanics: StaticsMechanical EngineeringISBN:9781118807330Author:James L. Meriam, L. G. Kraige, J. N. BoltonPublisher:WILEY
Engineering Mechanics: StaticsMechanical EngineeringISBN:9781118807330Author:James L. Meriam, L. G. Kraige, J. N. BoltonPublisher:WILEY